参数
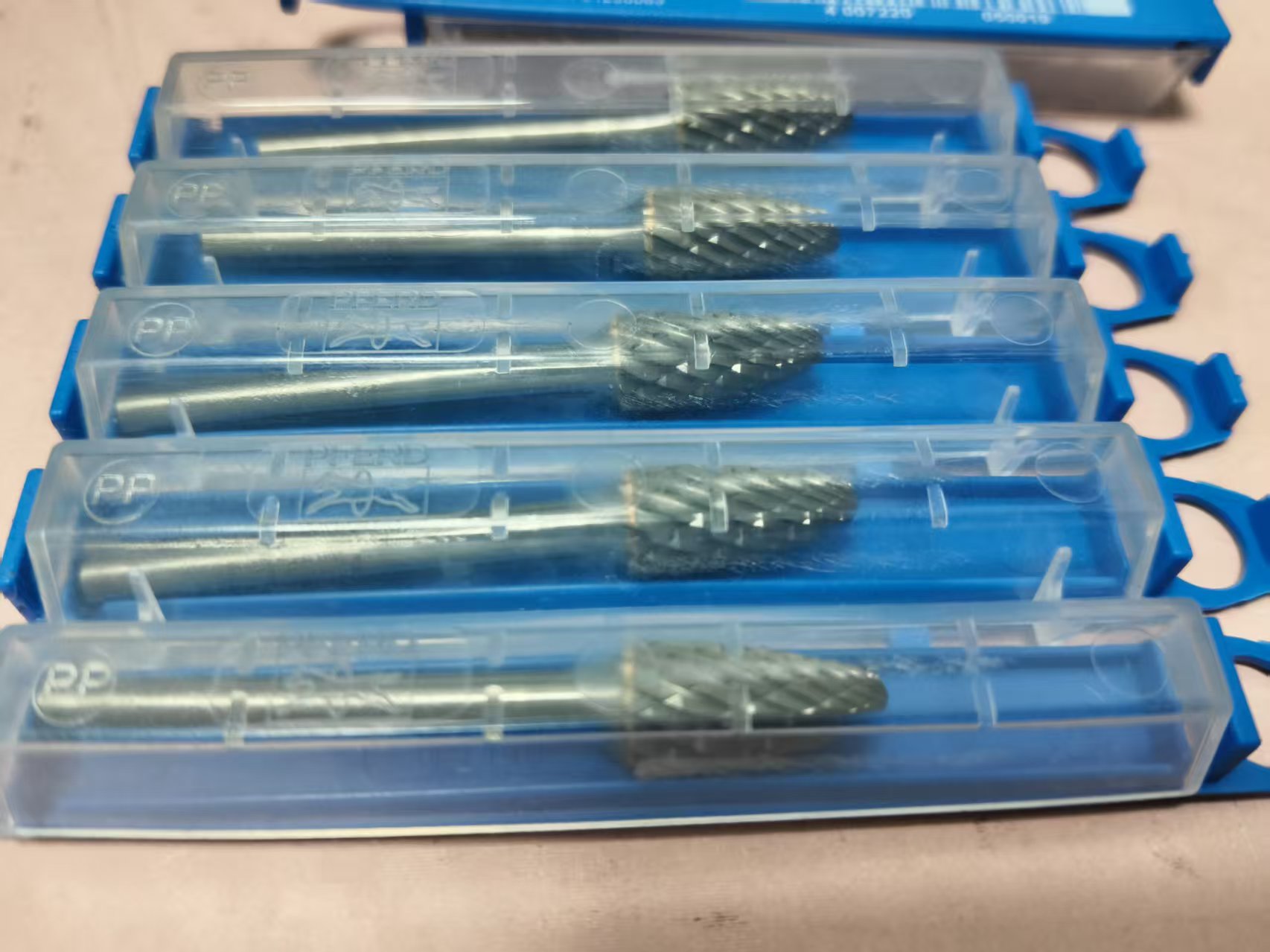
形状:树形,半径端。
尺寸:直径 06x13mm,柄直径 3mm。
切割类型:Z3 PLUS 通用中横切,符合 DIN 8033 标准。
材质:通常采用碳化钨材质,具有高硬度和耐磨性。
作用
高效去除毛刺:适用于铸铁、钢、不锈钢(INOX)、镍基合金和钛合金等多种材料的加工,能快速有效地去除材料表面的细毛和粗毛,提高工件表面的光洁度。
高精度加工:高度精确的同心度可实现无冲击工作,不会产生颤动痕迹,不仅能保证加工精度,还大大减少了刀具和刀具驱动器的磨损,延长了使用寿命。
提高加工效率:通过碳化钨、几何形状、切割和可用涂层的最佳匹配,具有良好的切削率,可在较短时间内完成大量的加工工作,提高生产效率。
适用多种场景:可用于工业制造中各种关键材料的加工,如机械加工、航空航天、汽车制造等领域的零部件加工和表面处理。
正确使用德国 PFERD 马圈旋转锉 RBF 06133 Z3 PLUS 需遵循 “安全为先、匹配参数、规范操作” 原则,具体步骤和注意事项如下:
一、使用前准备:确认设备与工具匹配
适配驱动工具该旋转锉柄直径为3mm,需搭配夹持精度≥0.02mm 的气动 / 电动直磨机(转速建议15000-35000rpm,具体需参考加工材料:钢材 / 不锈钢选 20000-30000rpm,软金属 / 塑料选 15000-25000rpm),避免转速过低导致切削力不足、锉刀磨损加剧,或转速过高引发工具过热、振动超标。
检查工具状态
安全防护装备必须佩戴护目镜(防冲击型)、防尘口罩(N95 及以上,尤其加工金属时)、防滑手套(避免手部振动疲劳)、听力防护耳塞(直磨机噪音通常≥85dB) ,若加工区域有飞溅风险,需增设防护挡板。
二、操作流程:规范切削,避免损伤
装夹固定工件根据工件尺寸选择虎钳、夹具或磁性工作台固定,确保工件无松动(尤其加工硬金属如不锈钢、钛合金时,切削反作用力较大,松动会导致加工精度偏差,甚至锉刀崩裂)。若工件小型或异形,可使用软钳口(如橡胶包裹)避免夹伤工件表面。
启动驱动工具,试运转装夹锉刀后,先空载启动直磨机,观察锉刀是否同心旋转(无明显晃动),若出现偏心振动,需重新检查夹持是否牢固,或更换驱动工具的夹头(建议用 ER 型高精度夹头,减少径向跳动)。
切削操作:控制力度与角度
切入方式:采用 “轻接触、慢进给” 原则,禁止直接将锉刀猛压在工件表面(易导致刀头崩刃,且工件表面易产生划痕)。初始接触时,保持锉刀与工件表面呈15°-30° 夹角(树形半径端设计适合曲面、凹槽加工,角度过大会增加切削阻力,过小则切削效率低)。
进给速度:根据材料调整,加工钢材时进给速度约 5-10mm/s,加工铝、塑料等软材料时可适当加快(10-15mm/s),以锉刀无明显 “憋劲”(转速下降)为宜,避免过载导致刀头过热(碳化钨高温下易氧化,降低寿命)。
切削路径:优先选择 “顺向切削”(沿锉刀旋转方向进给),减少切屑堵塞刀槽;若加工凹槽或内角,需利用锉刀的半径端贴合曲面,避免用刀尖硬蹭(易导致刀尖磨损,影响精度)。
中途清理与检查每切削 30-60 秒,暂停设备,用压缩空气(低压,0.3-0.5MPa)吹除刀槽内的切屑(金属切屑易堵塞刀槽,导致切削效率下降,甚至划伤工件),同时检查工件加工尺寸(用卡尺、千分尺测量),避免过度切削。
三、使用后维护:延长工具寿命
冷却与清洁加工结束后,先关闭驱动工具,待锉刀完全停转后取下,用工业酒精或中性清洁剂擦拭刀头(去除油污和切屑残留),若加工高硬度材料(如镍基合金),可短暂用冷水冲洗刀头(降温,但需擦干,避免刀柄生锈)。
存放方式将锉刀放入专用工具盒(避免与其他金属工具碰撞),刀柄朝下或水平放置,刀头远离潮湿环境(可在工具盒内放置干燥剂)。禁止将锉刀随意堆放,防止刀头受压变形或崩刃。
寿命判断与更换当出现以下情况时,需更换锉刀:
切削效率明显下降(相同进给力度下,切屑量减少,工件表面粗糙);
刀头出现明显崩刃、缺口,或切削时产生异常噪音(如 “吱吱” 声,提示刀头已磨损,切削阻力增大);
加工精度无法满足要求(如工件尺寸偏差超公差,或表面粗糙度 Ra 值升高)。
四、禁忌事项
禁止用于加工石材、玻璃等脆性材料(碳化钨虽硬,但脆性材料易产生崩裂碎屑,划伤刀头);
禁止在无防护状态下操作,尤其加工有色金属(如铝,切屑易飞溅,且粉尘对呼吸道有害);
禁止用锉刀撬动工件或清理顽固污渍(超出工具设计用途,易导致刀柄弯曲或刀头断裂)。
遵循以上步骤,可最大化发挥该旋转锉的 “高精度、高耐磨” 优势,同时确保操作安全,延长工具使用寿命(正常使用下,加工钢材时单支锉刀寿命可达 500-1000 次小型工件加工)。